



1�Uˮ̎����ˇ����
�ƾ���Һ����ɰ�س�ɰ���M�й�Һ���x�����x��ľ�������ϣ��Uˮ�M���{���ء����ۏUˮ�������������������������(��Ҫ�鵰��)�ð�V�����ɳ��ۡ��Uˮ�M���{�����c�ƾ��Uˮ��ϣ��{����53��±2�棬�ñ�����UASB���������a�����Ӛ�ݔ������늏S����偠t���o��ȼ�ϣ���ˮ�������������M����m(����ϵ�y)���������̎��������������s�؝�s���ð�V�����\���r�ʡ�
2����ʽ�������ല(UASB)�ęC��
����ʽ�������ല�����w������һ���o���ϵĿ����������bһ�������ą�������(�N����)���������ϲ��O����һ����——Һ——�̷��xϵ�y�Q��������x���������ȷ֞�����^�����x���²��Ƿ����^(Ҳ�Q�l�ͅ^)���ϲ��dz���^���ڷ����^�в���������ķֲ��֞�������(Ҳ�Q���ല)�c�Ҹ��ӡ�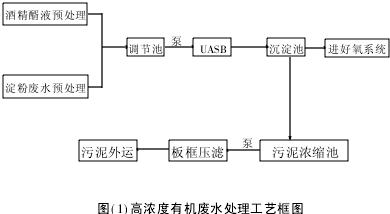
������������B���Uˮ�ñ������}�_�l������һ�������Է������ײ������M�뷴������ͨ�^�������������ӡ���Һ�c������w���Գ�ֽ��|���M�����オ��a���Ӛ⡣����ˮ���Ӛ������������γ������õ���Ȼ���裬��ʹһ���������ڷ����^�����ല�Ϸ��γ�����ϡ���������Ҹ���ˮ̎���O�����ӣ��⡢ˮ����Ļ��Һ������������x��(Ѿ�ͽY��)�ȣ����w����������x���ķ����r������ң������ˮ�t�M���ϲ�����^�������������£�ˮ�c����x�������ڳ���^�²��������ط��x��б�ڷ��ص������^(���Ҹ��Ӄ�)������������x�������ã�ʹ���Һ�е������г������x�c�������ĭh�����������������ij������ܣ������������������������Uˮ�п������ЙC��ЙCؓ�ɼ�ȥ��Ч�ʶ��^�ߡ�������ˮ�ķ������ϲ���ˮ���ų����Ӛ�ķ�����픲��ų���
3����ʽ�������ല(UASB)���\�п���
3.1 UASB���{ԇ
UASB�{ԇ֮ǰ�茦�������M�К�����ԇ�_���oй©������c��̎��Uˮ�������Ƶ�������ӷN���࣬�N����������10KgVSS/m3������ؓ��0.05-0.1kgCOS/KgVSS•d��������С�r���M�Џ͉Ѻ��Z�����B���������ˮ�|��r�������ʂ乤�����ã�ѭ�h���أ�������ƽ�������^2�棬�ӽ��OӋ�ض���u�M�ϣ���ʼ�M�ϑ������gЪʽ�M�Ϸ�ʽ���M��ؓ��0.2kgCOD/m3d�����a�Ӛ�߷��^��ҕ��pHֵ���]�l��ĸߵ�(VFA������200mg/L)������ؓ�ɣ������\��һ�A�Σ��s���M���g���r�g�����ֺ���\�У���ע�������������u�_���OӋ����������ע�⣺�Uˮ��ԭ�����ںͮa�������ĸ��N�]�l��δ����Ч�ֽ�֮ǰ���������ӷ�����ؓ�ɡ�ͬһؓ��Ҫ�����\��һ�Εr�g��ҕ�\�Р�r���ٸ�׃ؓ���������څ���������ֳ�����������{ԇ�\�Еr�gһ���^�L����s��2-6���µĕr�g���N��������ɿs���{ԇ�r�g������һ�����죬�Ϳ����L���A�棬���ҿ��Լ����Ի��gЪ���\�D���������ӵĕr�gҲ�������s�̡��\���^���У��������ȵĭh���l���������������څ�������(�a�����)�ķ�ֳ��
3.2���������\����c����
�����������\�к���Ҫ�^�y���Ƶ�ָ���У��Mˮˮ�ƣ��ضȣ�̎��ؓ�ɣ��Ӛ�M�֣���ˮ�ē]�l�Ậ���c����ķN�����������ܼ�ͣ���r�g�ȣ����ε��v���Mˮˮ�|Ҫ������ˮ����������ؓ��Ҳ����u��ߣ���Ҫ���^�ӣ��\�Мض�Ҫ�㶨��ÿ�ղ��ӷ��������^2�棬ͬ�r�O�y����ˮ�]�l��(VFA<300mg/L)�����_�����ЙCؓ�ɣ��@�ӿ��ԱM���γɻ��γ��^����w�����ࡣ�о����J�飺�]�l��ĸߵ����w�������γɲ�ͬ��͵���Ҫ���أ����Ʒ�������ˮ�ē]�l���ȁ��x������ă��ݾ��N�����ü���z�����|�H�����^�ߵ����c���S�ֵ͵ij�ˮ�����ȁ��_��ʹ����z���ɞ���Ҫ��������Įa���郞�ݾ���Ŀ�ġ���53��±2�棬��ˮ�����ȵ���200mgCOD/L������ؓ���ʣ������B��������z���������w�����࣬����ˮ�����ȸߕr������ؓ�ɿ����B��������˯B����������w�����ࡣ���`�C�������Ʒ��������ЙCؓ�ɺ��������ij������ǿ��������^����ʧ����Ҫ�ֶΡ�
����ע����ǣ����������ķ������ĉA�ȣ������ĵ��נI�B����������������Ҳ����Ҫ���á�����������ЉA�ȼ����_�������Ԓ�������������a�����ЙC�ጢ��ʹ����������Һ�ĉA��pHֵ�½������Ʈa���鷴���ij̶ȣ����ھ��_�����ܵ͵ķ������m��������̼���c��������Ӛ�a��������pHֵ���A�ȣ������ж����٣��������ij��������c̎��Ч�������á�ͬһ�ЙC�Uˮ(�����Uˮ����)������׃�������ճ������r�����{�����ױ�����һ���������������^���\�е�pHֵ���ᡢ�A�ȣ�CO2�������ɏUˮ�е��ЙC������������ӵ��أ��������������ֳ��ͬ�r����߷������ľ��_������
4��ˮ̎��S��Ҫ��ˇ����
4.1�OӋ����
UASB�OӋ������2750m3���OӋؓ��8kgCOD/m3•d���l�͜ض�53��±2�棬�OӋ�Mˮ��Ȟ�14600mg/L������1510m3/d���OӋȥ���ʞ�COD85%��SS80%��
4.2���H�\�Ѕ���
�Mˮˮ��1350m3/d���Mˮ��Ȟ�(�ƾ��Uˮ450m3/d��CODƽ��35000mg/L��SSƽ��15000mg/L���Zʳ�Ƶ�ˮˮ��50m3/d��COD100000mg/ L�� SS8000mg/ L�����ۏUˮ850m3/ d�� CODƽ��15000mg/L��SSƽ��7500mg/L)CODƽ��24815mg/L��SSƽ��10019mg/ L���ЙCؓ�ɿ��_12kgCOD/ m3•d���ϣ���ˮˮ�|COD2465mg/L��ȥ����90%��SSƽ��1103mg/L��ȥ����89%��
5��Ҫ�YՓ
�� ���`�C��������ʽ�������ല(UASB)̎���ƾ������۵ȸߝ���ЙC�Uˮ���øߜضȰl�ͣ�ȡ�����@��Ч������UASB�ڸߝ���ЙC�Uˮ̎�����e�ǸߑҸ��ﺬ���ďUˮ̎���ϣ�������һ�����õ�ʾ�����̣����Ҵ����ˌ��҂�һ���J��ԓ�b�ò���̎��Ҹ������2000mg/L�ĽYՓ��
�� ����“Y”�ͽY����������x�����M�з���̎�������Lʹ�É�������——Һ——����x�صף�������\��Ч�ʼ���ˮˮ�|��ʹ��Ч�����á��}�_�M�ϔ��������Ҿ�������֣����s��Դ��
�� ԓ�b���\�з�����ȥ��Ч�ʸߣ��\���M��ʡ��ͣ���r�g�̣������˺��m̎����Ͷ�Y��̎���y�ȡ����ھƾ���Һ�M�й�Һ���x�����ۏUˮ������������g��ˎ�A̎�����������ЙCؓ�ɣ����x���ľ��㡢���۵��۵ȶ�����������ϳ��ۣ������l�ͮa�����Ӛ�����偠t�o��ȼ�ϣ�ʹúȼ������֣����͇����ú�������l�ͮa���������ð�V�������r�ʣ�������ɶ�����Ⱦ�����ҳ�������YԴ�������˾C�����ã�������Q�˸ߝ���y�����ЙC�Uˮ̎���y�}����һ���C�����õČ��ü��g�Ŀ��
���İ���w����������h�h���O������˾���У���Ҫ������ˮ̎���O�䡢ˮ̎���O�����a����ˮ̎�����g��헹����ȣ��D�dՈע��http://www.hemeifushi.cn��̎��
